
Opis ogólny
Niniejszy opis dotyczy technologii wytwarzania polipropylenowej włókniny melt‑blown.
Nie obejmuje uzasadnienia dlaczego używa się dokładnie takiego materiału, właściwości innych materiałów, zastosowania w przemyśle innych materiałów, czy też możliwości sprzedażowych.
Opis dotyczy tylko jednego procesu czyli procesu wytwarzania polipropylenowej włókniny melt‑blown bez dodatkowej obróbki, np. wodnego igłowania elektrostatycznego (WES – Water Electret System).
Proces melt-blown
Proces melt-blown jest procesem jednoetapowym, w którym powietrze o dużej prędkości wydmuchuje stopioną żywicę termoplastyczną z końcówki matrycy wytłaczarki zwanej w dalszej części opisu głowicą, na przenośnik lub sito odbiorcze, aby utworzyć drobną włóknistą i samo wiążącą się wstęgę. Włókna we wstędze melt‑blown są układane razem przez połączenie splątania i kohezyjnego sklejania. Możliwość formowania wstęgi bezpośrednio ze stopionego polimeru bez kontrolowanego rozciągania daje technologii melt‑blown wyraźną przewagę kosztową nad innymi systemami przy porównywalnych czy nawet lepszych parametrach.
Wstęgi melt‑blown oferują szeroki zakres cech produktu, takich jak losowa orientacja włókien, niska lub umiarkowana wytrzymałość wstęgi. Około 40% materiału melt‑blown jest używane w stanie niezwiązanym (monolitycznym). Pozostała część materiałów melt blown to kompozyty lub laminaty wstęg melt‑blown z innym materiałem lub włókniną opisane skrótowo w następnej części dokumentu.
Największymi końcowymi zastosowaniami monolitycznych materiałów melt blown są sorbenty olejowe, media filtracyjne powietrza i cieczy.
Wytwarzanie włókniny
Wprowadzenie
Proces melt blown jest unikalny wśród systemów włókninowych. Zasadniczo jest to zaawansowana technologicznie wersja robienia waty cukrowej w parkach rozrywki. Przy wytwarzaniu waty cukrowej cukier jest topiony i podawany pod ciśnieniem przez małe otwory w obrotowym bębnie. Po wzbudzeniu stopiony cukier krzepnie i jest rozciągany na krótkie włókna pod wpływem sił odśrodkowych.
W systemie z rozdmuchiwaniem stopione polimery są przepychane przez małe szczelinowe otwory, a powietrze o wysokiej temperaturze (230oC-390oC) jest uderzane (480-900 km/h, a nawet do prędkości naddźwiękowych) po obu stronach wychodzącej folii. Szybko poruszające się strumienie powietrza skutecznie rozciągają lub osłabiają stopiony polimer o wiele rzędów wielkości i zestalają go w przypadkowy układ nieciągłych włókien. Włókna są następnie zagęszczane (oddzielane od strumienia powietrza) w postaci losowo splątanej wstęgi i ściskane pomiędzy rozgrzanymi walcami. Dodatkowo, w przypadku układów transportowych opartych na przesuwie taśmy teflonowej, pod taśmą umieszcza się układ zasysający ciepłe powietrze, co pozwala uniknąć rozdmuchiwania włókien poza układ transportowy.
Linia zawiera wytłaczarkę, pompę zębatą, głowicę, system z dmuchawą, system transportu, system elektryzacji oraz odbierak.
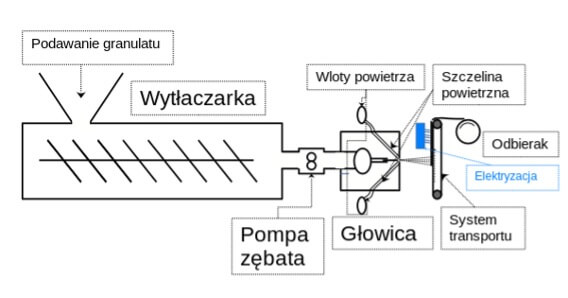
Rys. 1 Schemat linii produkcyjnej w układzie pionowym (taśma odbierająca włókninę porusza się z dołu do góry).
Wytwarzanie włókniny w układzie poziomym, tzn struga rozgrzanego polimeru pada na taśmę poruszającą się z dołu do góry.
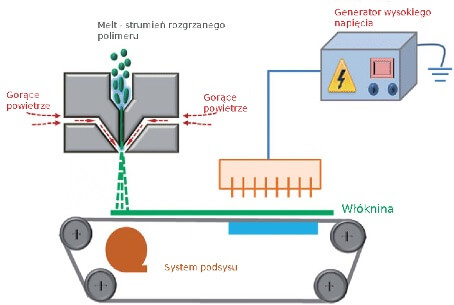
Rys. 2: Schemat linii produkcyjnej w układzie poziomym (taśma odbierająca włókninę porusza się z poziomo)
Istnieje wiele systemów, między innymi taki, gdzie głowica jest umieszczona „pod” wytłaczarką i struga polimeru pada na taśmę teflonową poruszającą się poziomo.
W zasadzie nie ma wielkiej różnicy między systemami. Poszczególne rozwiązania producenci wybierają zgodnie ze swoimi potrzebami, np. z powodów ograniczeń powierzchni produkcyjnej (układ pionowy zajmuje znacząco mniej miejsca).
Wytłaczarka
Granulki polimeru są podawane do leja zasypowego wytłaczarki. Zasilanie grawitacyjne dostarcza granulat do ślimaka, który obraca się w rozgrzanej komorze ślimaka. Granulki są przenoszone do przodu wzdłuż gorących ścian bębna między zwojami ślimaka, jak pokazano na rysunku 1. Gdy polimer porusza się wzdłuż bębna – komory ślimaka, topi się z powodu ciepła i tarcia przepływu lepkiego oraz mechanicznego oddziaływania między ślimakiem i komorą ślimaka. Ślimak jest podzielony na strefy podawania, przejścia i dozowania. Dodatkowo, w niektórych wytłaczarkach funkcjonuje strefa wstępna, będąca częścią strefy podawania, chłodzona cieczą. Strefa zasilania podgrzewa granulki polimeru w głębokim kanale ślimakowym i przenosi je do strefy przejściowej. Strefa przejściowa posiada kanał o zmniejszającej się głębokości w celu ściśnięcia i ujednorodnienia topiącego się polimeru. Stopiony polimer jest odprowadzany do strefy dozowania, która służy do wytworzenia maksymalnego ciśnienia do wytłaczania. Ciśnienie stopionego polimeru jest w tym momencie najwyższe i jest kontrolowane przez płytę łamacza z pakietem sit umieszczonym w pobliżu wylotu ślimaka. Pakiet sit i płyta łamacza odfiltrowują również brud i inne grudki polimeru, które nie stopiły się do postaci cieczy, np. w wyniku zanieczyszczeń. Stopiony polimer pod ciśnieniem jest następnie przesyłany do pompy dozującej. Przed pompą dozującą znajduje się czujnik ciśnienia, który odgrywa podstawową rolę przy ustawianiu właściwej pracy układu.
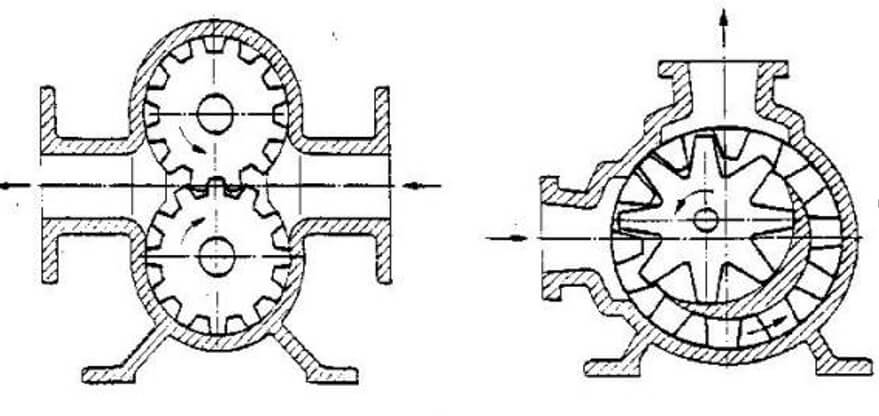
Pompa dozująca
Pompa dozująca jest urządzeniem wyporowym o stałej objętości, zapewniającym równomierne dostarczanie stopionego materiału do zespołu matrycy. Zapewnia stały przepływ czystej mieszanki polimerowej przy zmianach lepkości, ciśnienia i temperatury procesu. Pompa dozująca zapewnia również dozowanie polimeru i wymagane ciśnienie procesowe. Pompa dozująca ma zazwyczaj dwa zazębiające się i przeciwbieżne koła zębate. Wyporność jest osiągana poprzez wypełnienie każdego zęba koła zębatego polimerem po stronie ssącej pompy i przeniesienie polimeru do wylotu pompy, jak pokazano na rysunku 3. Stopiony polimer z pompy zębatej trafia do układu dystrybucji składającego się zazwyczaj z masywnego łącznika umieszczonego w celu zmiany kierunku przepływu strumienia polimeru o 90 st. w układach z taśmą poziomą i/lub dostosowania temperatury polimeru, aby zapewnić równomierny przepływ do końcówki matrycy – spinnerette – w zespole matrycy – głowicy (lub zespole formującym włókna).
Zespół natryskujący – głowica
Najważniejszym elementem procesu melt blown jest zespół natryskujący – głowica. Składa się z trzech różnych elementów: dystrybucji polimeru, końcówki matrycy – spinnerette i kolektorów powietrznych.
Dystrybucja strumienia polimeru
Dystrybucja surowca w dyszy typu melt-blown jest bardziej krytyczna niż w dyszy do folii lub arkusza z dwóch powodów. Po pierwsze, matryca typu melt‑blown zwykle nie ma mechanicznych regulacji, aby skompensować zmiany w przepływie polimeru na szerokości matrycy. Po drugie, proces często prowadzi się w zakresie temperatur, w których rozkład termiczny polimerów przebiega szybko. Rozkład wsadu jest zwykle projektowany w taki sposób, że rozkład polimeru jest mniej zależny od właściwości ścinania polimeru. Ta cecha umożliwia rozdmuchiwanie w stanie stopionym bardzo różnych materiałów polimerowych za pomocą jednego systemu dystrybucji. Dystrybucja polimeru równoważy zarówno przepływ, jak i czas przebywania na całej szerokości matrycy. Zasadniczo istnieją dwa rodzaje dystrybucji surowca, które zostały zastosowane w matrycy typu melt‑blown: typ T (stożkowy i niestożkowy) oraz typ wieszaka na płaszcze. Obecnie powszechnie stosuje się dystrybucję surowca typu płaszcza, ponieważ zapewnia on zarówno równomierny przepływ polimeru, jak i równomierny czas przebywania na całej szerokości matrycy.
Końcówka głowicy – spinnerette
Z kanału dystrybucji (od pompy zębatej, poprzez łącznik) stopiony polimer trafia bezpośrednio do końcówki głowicy – spinnerette. Jednolitość wstęgi zależy w dużej mierze od projektu i wykonania końcówki – spinnerette. Dlatego spinnerette w procesie rozdmuchiwania stopu wymaga bardzo dużej dokładności, co powoduje, że ich wytwarzanie jest bardzo kosztowne. Otwory dozujące spinnerette wykonuje się z dokładnością nie mniejszą niż 0,005 mm. spinnerette jest szerokim, wydrążonym i zwężającym się kawałkiem metalu mającym kilkaset otworów lub otworów na całej szerokości. Stopiony polimer jest wytłaczany z tych otworów w celu utworzenia pasm włókien ciągłych, które są następnie rozdmuchiwane gorącym powietrzem w celu utworzenia cienkich włókien. W spinnerette zwykle stosuje się mniejsze otwory w porównaniu z tymi zwykle stosowanymi w procesach przędzenia włókien lub spunbond. Typowa spinnerette ma otwory o średnicy około 0,4 mm rozmieszczone co 1 do 4 na milimetr (25 do 100 na cal). Stosowane są dwa rodzaje końcówek do głowic (spinnerette): kapilarne i wiercone. W przypadku typu kapilarnego poszczególne otwory są w rzeczywistości szczelinami, które są wyfrezowane w płaskiej powierzchni, a następnie dopasowane do identycznych szczelin wyfrezowanych na powierzchni współpracującej. Dwie połówki są następnie dopasowywane i starannie wyrównywane, aby utworzyć rząd otworów lub otworów. Dzięki zastosowaniu typu kapilarnego unika się problemów związanych z precyzyjnym wierceniem bardzo małych otworów. Ponadto rurki kapilarne mogą być precyzyjnie ustawione tak, aby otwory przebiegały dokładnie po linii prostej. Typ z otworami wierconymi ma bardzo małe otwory wiercone przez wiercenie mechaniczne lub dopasowywanie wyładowań elektrycznych (EDM) w jednym bloku metalu. W ten sposób uzyskuje się spinnerette o otworach 0,25 mm rozmieszczonych w odstępach dając w ten sposób 2 otwory na 1 mm. Dla przykładu: spinnerette o efektywnej szerokości 600mm posiada do 1200 otworów.
Od średnicy otworów spinnerette zależy bardzo silnie średnica włókien. Niezależnie od innych parametrów, np. szczelin powietrznych, wielkości i temperatury nadmuchu, temperatury polimeru na głowicy i w łączniku, można stwierdzić, że mniejsze otwory umożliwiają wytwarzanie włókien mniejszych niż 1µm.
Podczas przetwarzania cały zespół głowicy jest ogrzewany w przekroju za pomocą zewnętrznych grzałek, umieszczonych w korpusie głowicy tak aby uzyskać pożądane temperatury przetwarzania. W celu uzyskania jednolitej wstęgi, ważne jest ścisłe monitorowanie temperatury głowicy i łącznika.
Ilość grzałek w głowicach ściśle zależy od ich szerokości. Średnio dla głowic stosuje się grzałki 300W rozmieszczone w korpusie co ok. 150 mm jedna od drugiej. Przykładowo dla głowicy ze spinnerette 600mm o całkowitej szerokości 750mm zastosowano 5 grzałek.
Typowe temperatury głowic wahają się od 215 st.C do 340 st. C.
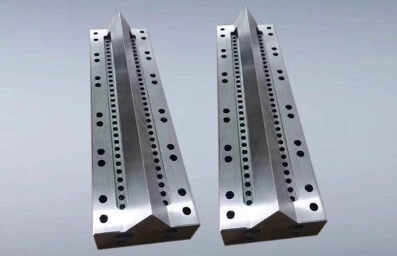
Rys. 4: spinnerette (bez blach regulacyjnych do ustawiania szczelin powietrznych)
Dmuchawa i kolektory powietrza
Kolektory powietrzne dostarczają gorące powietrze o dużej prędkości (nazywane również powietrzem pierwotnym) przez szczeliny na górnej i dolnej stronie spinnerette, jak pokazano na rysunku 5. Powietrze o dużej prędkości jest generowane za pomocą sprężarki powietrza. Sprężone powietrze jest przepuszczane przez jednostkę wymiany ciepła, taką jak piec elektryczny lub gazowy, w celu podgrzania powietrza do pożądanych temperatur przetwarzania. Wychodzą z górnej i dolnej strony matrycy przez wąskie szczeliny powietrzne, jak pokazano na rysunku 4. Typowe temperatury powietrza wahają się od 230st. C do 360st. C przy prędkościach od 0,5 do 0,8 prędkości dźwięku.
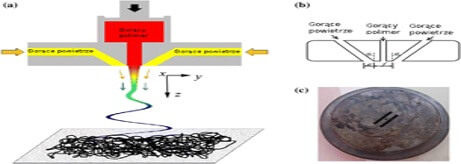
Rys. 5: a) schemat procesu wydmuchiwania stopionej matrycy szczelinowej [21], b) konstrukcja jednootworowej matrycy szczelinowej oraz c) rzeczywista jednootworowa matryca szczelinowa.
Konfiguracja kanału powietrznego jest podobna do litery „V”, a ten rodzaj matrycy jest również nazywany matrycą V-slot
Szczeliny powietrzne
Na rysunku 6 pokazano schemat działania kolektorów powietrznych w głowicy.
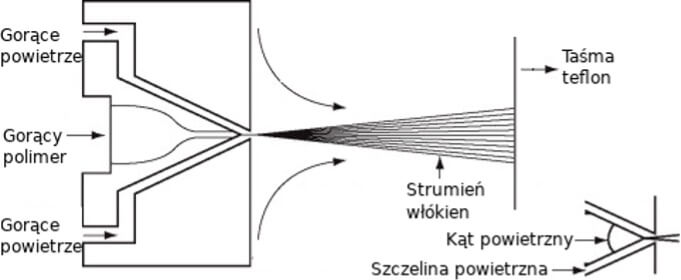
Od ustawienia szczelin powietrznych zależy średnica włókien wydmuchiwanych ze spinnerette, ogólnie z głowicy. Dodatkowo wielkość szczeliny decyduje o tworzeniu się nieregularności na włóknach, od których zależy naładowanie elektrostatyczne włókniny, a w efekcie skuteczność filtracyjna – zgodnie z literaturą stanowi to do 70% skuteczności filtracyjnej.
Szczeliny powietrzne powinny być dobierane dokładnie do żądanych parametrów włókniny.
Wstęga
Gdy tylko stopiony polimer zostanie wytłoczony z otworów głowicy (dokładnie spinnerette) dzięki ciśnieniu z pompy zębatej, strumienie gorącego powietrza o dużej prędkości wychodzące poprzez szczeliny powietrzne osłabiają strumienie polimeru, tworząc mikrowłókna. Gdy strumień gorącego powietrza zawierający mikrowłókna przemieszcza się w kierunku taśmy teflonowej systemu transportowego, wciąga dużą ilość otaczającego powietrza (zwanego również powietrzem wtórnym), które chłodzi i zestala włókna, jak pokazano na rysunku 6 zaokrąglone strzałki z prawej strony głowicy. Zestalone włókna są następnie układane losowo na taśmę teflonową systemu transportującego, tworząc samoprzylepną wstęgę włókninową. Włókna są zwykle układane losowo (a także silnie splątane) z powodu turbulencji w strumieniu powietrza, ale istnieje niewielkie odchylenie w kierunku odbieraka (patrz rys. 1) z powodu pewnej kierunkowości nadanej przez ruchomą taśmę systemu transportowego.
Należy zwrócić uwagę na ilość regulowanych parametrów w przypadku zestawu głowica – spinnerette, decydujących o właściwościach końcowych włókniny. Nawet jeśli, jak opisano poniżej, regulując prędkość przesuwu taśmy teflonowej uzyskujemy inne gramatury, skuteczność i opór powietrzny włókniny w dużej mierze determinuje właściwy dobór ustawień głowicy (wliczając w to wszystkie powyżej opisane ustawienia urządzeń: temperatury na głowicy, szczeliny powietrzne, kolektory powietrzne, odległość od taśmy teflonowej).
System transportujący
Szybkość taśmy i odległość taśmy od głowicy (dokładnie od otworów w spinnerette) można zmieniać, aby wytworzyć różnorodne wstęgi rozdmuchiwane ze stopu. Zwykle do wnętrza systemu transportowego (pod taśmą teflonową) przykładana jest próżnia w celu odprowadzenia gorącego powietrza i usprawnienia procesu układania włókien. Układ ten potocznie nazwano podsysem. Należy również zwrócić uwagę na nieliniowość układu. Zazwyczaj regulacja prędkości opiera się na parametrach falownika, wyrażonych w jednostkach względnych, rzadko w obrotach silnika sterującego. Nawet gdy pomiar wyrażono w obrotach silnika napędzającego taśmę, zmiana prędkości liniowej nie jest liniowa.
Dodatkowo przy zmianie odległości od spinnerette ulegają zmianie warunki splątania włókien i może dojść do nadmiernego przegrzania (pojawiają się krople polimeru) lub schłodzenia w wyniku którego włóknina staje się krucha.
Odbierak (winder)
Wstęga rozdmuchiwana ze stopu jest zwykle nawijana na tekturowy rdzeń i dalej przetwarzana zgodnie z wymaganiami końcowego zastosowania. Kombinacja splątania włókien i wiązania włókna z włóknem na ogół zapewnia wystarczającą kohezję wstęgi, tak że wstęgę można łatwo stosować bez dalszego przetwarzania. Jednak dodatkowe wiązanie i procesy wykańczania można ponadto zastosować do tych wstęg rozdmuchiwanych w stanie roztopionym, np. łączenie dynamiczne warstw różnych włóknin.
Wiele urządzeń odbierających posiada możliwość cięcia wstęgi na założone wymiary. Odbywa się to w najprzeróżniejszy sposób, począwszy od bardzo prostych uchwytów do noży, poprzez noże obrotowe, skończywszy na skomplikowanych systemach sterowanych hydraulicznie.
Dodatkowa obróbka
Klejenie
Dodatkowa obróbka związana z przyczepnością włókien i splątaniem włókien, które występuje podczas układania, jest stosowana w celu zmiany właściwości wstęgi. Najczęściej stosowaną techniką jest spajanie termiczne. Klejenie może być ogólne (klejenie powierzchniowe) lub punktowe (klejenie wzorcowe). Klejenie jest zwykle stosowane w celu zwiększenia wytrzymałości wstęgi i odporności na ścieranie. Wraz ze wzrostem poziomu wiązania, wstęga staje się sztywniejsza.
Wykończenia
Chociaż większość włóknin uważa się za wykończone, gdy są zwijane na końcu linii produkcyjnej, wiele z nich poddaje się dodatkowej obróbce chemicznej lub fizycznej, takiej jak kalandrowanie, wytłaczanie i zmniejszanie palności. Niektóre z tych zabiegów można zastosować podczas produkcji, podczas gdy inne muszą być stosowane w oddzielnych operacjach wykończeniowych.
Zmienne procesowe
Zmienne procesowe można podzielić na dwie kategorie: a) zmienne operacyjne i b) zmienne materiałowe. Manipulując zmiennymi operacyjnymi i materiałowymi można wytwarzać różnorodne tkaniny typu melt‑blown o pożądanych właściwościach. Każda z tych zmiennych odgrywa znaczącą rolę w ekonomice procesu i niezawodności produktu.
Zmienne operacyjne on-line
Można je sklasyfikować jako: a) zmienne on-line i b) zmienne off-line. Zmienne on-line to te, które można zmieniać zgodnie z wymaganiami podczas produkcji. Przepustowość polimeru, przepustowość powietrza, temperatury polimer/matryca, temperatura powietrza i odległość matrycy do kolektora to pięć podstawowych zmiennych operacyjnych on-line. Te zmienne są łatwe do zmiany i dyktują główne właściwości tkaniny.
Ilość polimeru
Ilość polimeru i powietrza zasadniczo kontroluje końcową średnicę włókna, splątanie włókien i zasięg strefy tłumienia. Wielkość strumienia polimeru regulują ustawienia wytłaczarki, a głównie prędkość obrotów ślimaka podającego polimer do pompy w korelacji z obrotami samej pompy. Jeśli wydajność pompy (w wyniku ustawienia, bądź niedobrania właściwych urządzeń) nie odpowiada obrotom ślimaka może dojść do przekroczenia ciśnienia przed pompą, a co za tym idzie uszkodzenia wytłaczarki. Zapobiega temu automatyzacja pracy wytłaczarki z możliwością ustawienia odpowiednich alarmów i reakcji na przekroczenia.
Takie samo zastrzeżenie dotyczy ciśnienia za pompą, a przed głowicą. Jeśli pompa podaje zbyt dużo polimeru na głowicę może dojść do awarii.
Dlatego też ciśnienia przed i za pompą dają bardzo ważne wskazania podczas produkcji.
Temperatury
Temperatury polimeru w strefach wytłaczarki oraz w głowicy i temperatura powietrza z dmuchawy, w połączeniu z natężeniem przepływu powietrza, wpływają na wygląd i wytrzymałość mechaniczną (tzw. chwyt) tkaniny jej jednolitość oraz wady tkaniny podczas produkcji. Należy zwrócić uwagę czy ustawienia temperatury w strefach wytłaczarki nie powodują obniżenia ciśnienia przed pompą w wyniku zbyt dużej płynności polimeru. Również może zajść zjawisko zbyt niskiej płynności polimeru i spadek ciśnienia przed pompą do wartości niedostatecznych.
Również temperatury łącznika mają znaczenie. Należy ustawiać je tak, aby polimer nie zmieniał swojej płynności na drodze od pompy do głowicy, bo może spowodować to skoki ciśnienia za pompą (przed głowicą) i niejednorodne rozprowadzanie polimeru. Ma to znaczenie przy badaniu gramatury włókniny i miejscowo jej właściwości filtracyjnych.
Natomiast temperatury głowicy pozwalają ujednolicić właściwości włókniny na szerokości. I tak np. podwyższenie temperatury na krawędziach głowicy umożliwia „rozpulchnienie” włókniny (uczynienie bardziej miękkiej) na brzegach. Występuję tendencja do twardnienia relatywnego brzegów włókniny w stosunku do środka wstęgi. Dodatkowo nastawy temperatur głowicy chronią przed niejednorodnością włókniny w przypadku niejednorodności w nadmuchu. Praktycznie każda instalacja rozprowadza powietrze dmuchawą z nagrzewnicy w sposób nie do końca jednorodny. Wpływają na to zakrzywienia przewodów doprowadzających powietrze z dmuchawy, niekiedy zwężenia w wyniku zastosowania zaworów. Obserwując właściwości wstęgi na szerokości można dobrać zestaw temperatur łagodzący tę przyczynę.
Dmuchawa z nagrzewnicą
Bardzo ważną rolę odgrywa dmuchawa z nagrzewnicą. Regulacja ilości powietrza wyrażana zazwyczaj w obrotach sprężarki oraz temperaturach nagrzewnicy umożliwia większe lub mniejsze rozdmuchanie włókien. Można uzyskać włókniny miękkie z jednej strony i dość sztywne od strony taśmy (opis poniżej), bądź stosunkowo sztywne „papierowe” o ile zachodzi taka potrzeba.
Przekłada się to również na skuteczność filtracyjną włókniny. Większa ilość powietrza z dmuchawy pozwala na lepsze rozdmuchanie włókien i uzyskanie mniejszych średnic oraz zwiększa splątanie, co zwiększa skuteczność.
Odległość głowica / taśma
Odległość głowicy do taśmy ogólnie wpływa na wiązanie termiczne włókna z włóknem. Średnica włókna nieznacznie wzrasta wraz ze wzrostem odległości matrycy do kolektora. Znacząco zmniejsza się w związku z tym opór powietrzny włókniny. Niestety dzieje się to również kosztem zmniejszenia skuteczności.
Jednakże w wielu zastosowaniach o możliwości użycia włókniny decyduje opór powietrzny (klimatyzacja) a nie maksymalnie wysoka skuteczność (lub inaczej ujmują minimalna przepuszczalność).
Podsys – podciśnienie pod taśmą teflonową (transportującą)
System próżniowo można prosto zaimplementować w przypadku systemu transportującego z użyciem tkanej taśmy teflonowej. Dzięki „przezroczystości” taśmy teflonowej można pod nią (dla systemów poziomych) lub za nią (dla systemów pionowych – po przeciwnej stronie do głowicy) umieścić wylot systemu podciśnienia zwanego potocznie podsys.
Ten wylot może mieć różny kształt; najczęściej szczelinowy. Dodatkowo taka szczelina, przez którą działa podciśnienie może posiadać regulowane przesłony. Daje to możliwość dodatkowej regulacji wielkości strumienia i pozwala na osiągnięcie większej jednorodności wstęgi. Np. w miejscach gdzie głowica daje większy strumień (bo kolektor powietrzny podaje nierównomiernie powietrze z dmuchawy) można ustawić przesłony i spowodować, że jednorodność rozrzutu włókien.
Ładowanie elektrostatyczne (bez WES)
Po opatentowaniu 1994-1997 rozwiązania do wodnego igłowania elektrostatycznego (WES) wiele linii do produkcji włókniny melt-blown zostało uzupełnionych przez takie urządzenia.
Opis ten jednak nie zawiera w sobie informacji na temat WES, ogranicza się tylko do linii produkcyjnej do wytwarzania włókniny. Operujemy w obszarze bez WES.
Ma to swoje uzasadnienie zarówno ekonomiczne, jak i technologiczne.
Linia taka (bez WES) jest prostsza w obsłudze, nie wymaga znaczących powierzchni produkcyjnych, zapotrzebowania na energię spada o połowę. I dla wielu zastosowań, np. większości filtrów klimatyzacyjnych linia produkcyjna bez WES w zupełności wystarczy.
Dodatkowo linia z WES wymaga kolejnych 2 pracowników na zmianę (do szerokości 1600 mm, bo powyżej już kilku na zmianę), a także odpowiednich instalacji kanalizacyjnych.
Z tego względu w wielu instalacjach producenci dążą do wytwarzania polipropylenowych włóknin melt‑blown bez WES, szukając różnych rozwiązań, przede wszystkim w obszarze ładowania elektrostatycznego.
Najbardziej popularne rozwiązanie stanowi niezależny układ dwóch elektrod zawieszonych nad przesuwającą się wstęgą włókniny, na wysokości 50mm-400mm, w odległości ok. 2 m od głowicy.
Literatura tematu przynosi ogromną ilość informacji, niekiedy całkowicie sprzecznych. Doświadczenia autorów z ładowaniem opisano w rozdziale „System ładowania elektrostatycznego” części „Opis szczegółowy – linia do wytwarzania włókniny melt-blown” oraz „Pomiary ładunku elektrostatycznego”.
Ważność tego elementu linii podkreśla cała literatura, określając udział procesu ładowania w uzyskaniu odpowiedniej skuteczności włókniny na co najmniej 70%.
Dodatkowo doświadczenia autorów z WES wskazują, że ładowanie elektrostatyczne wstęgi ma zasadnicze znaczenie przy wytwarzania ultra dobrych włóknin (o parametrach HEPA i lepszych), które mogą zastępować nieporównywalnie droższe włókniny szklane.
Ponadto proces ładowania może odbywać się w przypadku łączenia wstęg o różnej stałej dielektrycznej i dodawać niezrównoważone ładunki do takich kompozytów.
Zmienne operacyjne off-line
Zmienne przetwarzania offline to te zmienne, które można zmienić tylko wtedy, gdy linia produkcyjna nie działa, takie jak rozmiar otworu spinnerette, szczelina powietrzna, kąt powietrza, typ zbierania wstęgi i dystrybucja polimer/powietrze. Większość zmiennych procesu offline jest ustawiana dla konkretnej linii produkcyjnej, pod kątem właściwości końcowych włókniny melt-blown.
Uważa się, że rozmiar otworu spinnerette, parametry konstrukcyjne głowicy i odległość głowicy od taśmy teflonowej mają wpływ na rozmiar włókien. Rozmiar otworu spinnerette powinien być wystarczająco duży, aby przepuścić stopiony polimer bez zatykania.
Wiele spośród wymienionych zmiennych off-line zależy od konstrukcji linii produkcyjnej, np. kąt powietrzny jak i wielkość otworów zależy od spinnerette, pobieranie wstęgi (poziome czy pionowe), a także rodzaj dmuchawy z nagrzewnicą.
Praktycznie tylko szczeliny powietrzne można regulować i to niekiedy w trybie prawie on-line, tzn. bez wygaszania linii, z jedynie chwilowym zatrzymaniem produkcji.
Natomiast bardzo ważną rolę odgrywa konserwacja spinnerette, polegająca na wygrzewaniu tego elementu i czyszczeniu otworów (opis w części „Głowica – wskazania praktyczne”).
Szczelina powietrzna
Szczelina powietrzna wpływa na ciśnienie wylotowe powietrza i uważa się również, że wpływa na stopień splątania włókien. Dodatkowo szczelina powietrzna może być regulowana w trakcie pracy linii, przy chwilowym zatrzymaniu produkcji, ale bez wygaszania wytłaczarki czy nagrzewnicy.
Regulacja szczeliny, szczególnie w początkowej fazie pracy pozwala na bardzo dokładną pracę głowicy przejawiającą się na jednorodności wstęgi na całej szerokości.
Zmienne materiałowe
Zmienne materiałowe obejmują typ polimeru, masę cząsteczkową, rozkład masy cząsteczkowej, dodatki polimerowe, degradację polimeru i formy polimeru.
Zasadniczo każdy polimer włóknotwórczy, który może dawać akceptowalnie niską lepkość w stanie stopionym w odpowiedniej temperaturze przetwarzania i może zestalić się przed lądowaniem na sicie kolektora, może być rozdmuchiwany w stanie stopionym w celu uzyskania drobnowłóknistych wstęg. Niektóre z przetworzonych polimerów to:
Polipropylen (polypropylene PP)
Polipropylen jest łatwy w obróbce i tworzy dobrą wstęgę. Jednocześnie posiada przewagę nad innymi plastikami, ponieważ po zatrzymaniu linii daje się ją uruchomić bez konieczności mozolnego mechanicznego czyszczenia elementów. Pod wpływem temperatury rozpuszcza się i umożliwia dalszą pracę.
Polietylen (polyethylene PE)
Polietylen jest trudniejszy do rozdmuchiwania w postaci stopionego materiału w cienkie wstęgi włókniste niż polipropylen. Polietylen jest trudny do wyciągania ze względu na elastyczność w stanie stopionym.
Politereftalan butylenu (polybutylene terephthalate PBT)
Do najpopularniejszych na rynku gatunków PBT należą Celanex, Arnite, Valox, Ultradur, Crastin i Sicoter. Charakteryzuje się wysoką wytrzymałością oraz wysoką temperaturą pracy ciągłej (do 150°C).
PBT łatwo się przetwarza i wytwarza bardzo miękkie, drobnowłókniste wstęgi. Dodatkowo niepalne gatunki Politereftalanu butylenu (PBT) posiadają klasę palności UL 94 V0, a w niektórych przypadkach nawet UL 94 5VA.
Nylon
Nylon 6 jest łatwy w obróbce i tworzy dobre wstęgi.
Nylon 11 rozpływa się dobrze w sieci, które mają bardzo nietypowy wygląd przypominający skórę.
Poliwęglan (polycarbonate)
Poliwęglan wytwarza bardzo miękkie wstęgi z włókien. Dodatkowo posiadają znaczącą wytrzymałość mechaniczną kosztem skuteczności.
Polistyren (polistyren PS)
Polistyren daje niezwykle miękki, puszysty materiał zasadniczo bez wad w postaci grudek przypominających śrut.
Uwagi dotyczące materiałów
Zazwyczaj do przetwarzania stosuje się polimer w postaci peletek, ale obecny trend polega na stosowaniu granulek polimerowych. Brane pod uwagę jest to, że granulki topią się szybciej i zapewniają bardziej równomierne rozprowadzanie ciepła.
Proces melt blown wymaga surowca o niskiej masie cząsteczkowej i wąskim rozkładzie masy cząsteczkowej, aby wytworzyć jednorodne drobnowłókniste wstęgi.
Jednocześnie technologie wytwarzania granulatów pozwalają na wytwarzanie surowca o MFI / MFR (Melt Flow Index / Melt Flow Rate) nawet 1500. Ułatwia to obróbkę cieplną surowca, powodując znaczące oszczędności energetyczne.
Oczywiście wybór parametrów granulatu (MFI/MFR) zależy od konkretnych zastosowań włókniny i technologii wytwarzania (melt-blown / spunbond).
Charakterystyka i właściwości wstęgi
Jednolitość
Jednorodność wstęgi jest kontrolowana przez dwa ważne parametry: równomierny rozkład włókien w strumieniu powietrza oraz odpowiednią regulację poziomu podciśnienia pod głowicą natryskującą lub taśmą transportującą. Nierównomierny rozkład włókien w strumieniu powietrza może wynikać ze złej konstrukcji głowicy i nierównomiernego przepływu powietrza z otoczenia do strumienia powietrza, czy z konstrukcji systemu dolotowego (np. zakrzywienia kształtek elastycznych czy obecność zaworów). Podciśnienie pod środkiem formującym (szczeliny powietrzne) należy wyregulować tak, aby przeciągnąć cały strumień powietrza przez środek spinnerette i zablokować włókna pod głowicą, tak aby ich kształtowanie dawało możliwość splątania. Oczywiście wpływa to przede wszystkim na rozmiar włókien. Jednakże literatura wskazuje, że im bliżej głowica (w rozumieniu cały zestaw głowica ze spinnerette) znajduje się bliżej taśmy transportującej, tym lepsza jednolitość wstęgi.
Włóknina
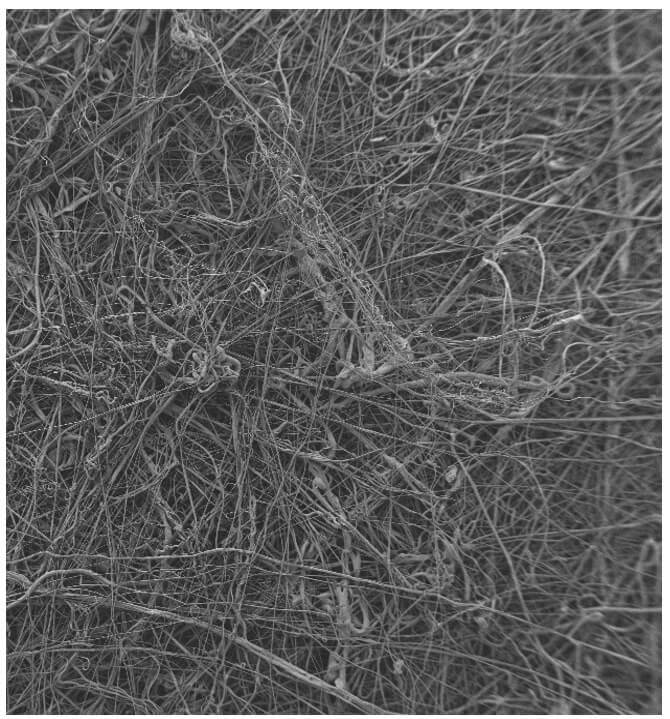
Poniżej zamieszczamy kilka zdjęć mikroskopowych różnych włóknin melt-blown.
Na pierwszym zdjęciu Dokładnie widać krater po wybuchu ładunku elektrycznego w wyniku wyładowania.
W procesie ładownia, który wg literatury odpowiada za co najmniej 70% skuteczności włókniny melt-blown, zdarza się, że wyładowanie koronowe zostaje przerwane i następuje przeskok iskry między elektrodami, poprzez włókninę. Oczywiście nastawy generatora zależą od odległości elektrod od włókniny, rodzaju włókniny, szybkości przesuwu, itp.
Oczywiście obniża to skuteczność w tym obszarze.
Efekt ten wywołują różne czynniki, przede wszystkim zmiana warunków ciśnieniowych.
Autorzy obserwowali tego rodzaju efekty w wyniku otwarcia drzwi na halę produkcyjną, czy nawet przejścia pracownika wzdłuż systemu ładowania.
Dodatkowo Autorzy przetestowali kilka generatorów i dostrzegli różnice w skuteczności włóknin w zależności od generatora.
Dokładnie widać krater po wybuchu ładunku elektrycznego w wyniku wyładowania.
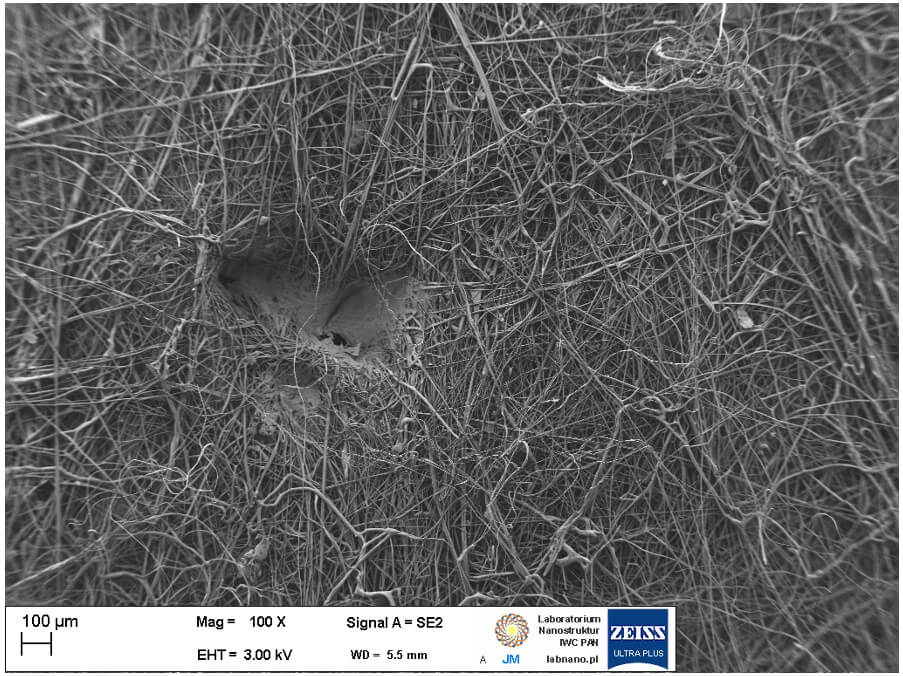
Rys. 7: Zdjęcie z mikroskopu elektronowego
Poniżej zdjęcie włókniny melt-blown wytworzonej przy użyciu głowicy ze spinneret o średnicy otworu 0,25mm.
Rys. 8: Włóknina szczelina 0,25mm
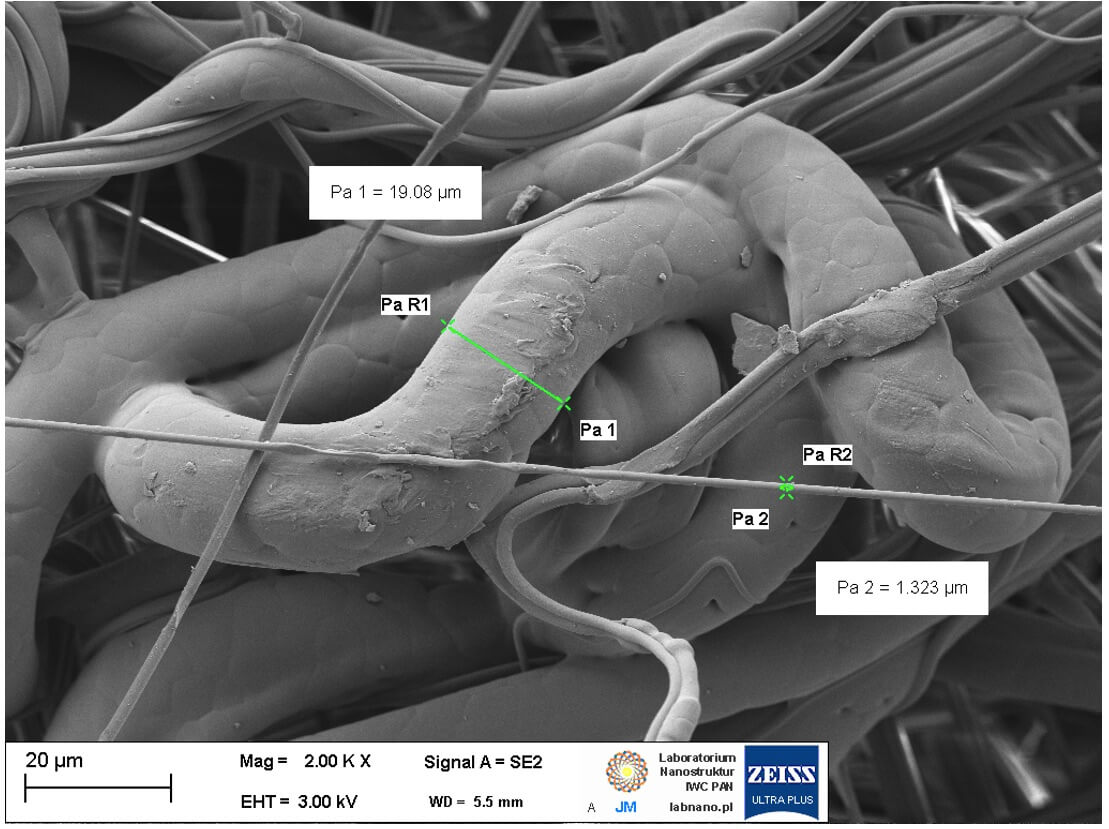
Rys. 9: Zbliżenie wraz z pomiarem włókien, włóknina przy szczelinie 0,25mm
Jak widać na zdjęciach z mikroskopu elektronowego włókna wykazują pewne splątanie, ilość włókien cienkich 1µm – 2µm przeważa. Ładunki mogą osadzać się na tych włóknach.
Na powyższym zdjęciu widać nierówności grubych włókien, które pomagają w osadzaniu się ładunków elektrostatycznych.
Rynek
Bardzo skrótowo zostaną opisane segmenty rynku związane z włókninami wytwarzanymi zarówno w technologii melt-blown jak i spunbond. Pozostałe segmenty wykorzystujące materiały inne niż włókniny autorzy tylko sygnalizują.
Media filtracyjne
Ten segment rynku pozostaje największą pojedynczą aplikacją. Zastosowania obejmują zarówno filtrację cieczy, jak i filtrację gazów. Najbardziej znanym zastosowaniem są media filtracyjne, a wśród nich filtry klimatyzacyjne oraz maski chirurgiczne. Włókniny znajdują się w filtrach kasetowych, filtrach do pomieszczeń czystych i innych. Zapotrzebowanie na maski ochronne wzrosło wiele rzędów wielkości z powodu pandemii COVID-19. Dlatego autorzy za wskazaniami literaturowymi wymieniają ten segment, choć przed pandemią jego udział w środkach filtracyjnych nie przekraczał ułamków procenta.
Dodatkowo maski ochronne produkuje się, przynajmniej w założeniu, z włóknin wysokiej jakości )maski FFP2 czy nawet FFP3) i dlatego też mają w chwili obecnej znaczenie dla rynku włóknin PP wysokiej jakości.
Tkaniny medyczne
Drugim co do wielkości rynkiem melt‑blown są zastosowania medyczne/chirurgiczne. Główne segmenty to rynek jednorazowych fartuchów i serwetek oraz segment opakowań do sterylizacji. W przypadku tych zastosowań używa się przede wszystkim włóknin spunbond (fizeliny), produkowanych „na hektary”, głównie w Chinach, przy użyciu maszyn o szerokości wstęgi nawet 4,2m (4200mm)
Adsorbenty olejowe
Materiały melt‑blown w różnych formach fizycznych są przeznaczone do zbierania materiałów oleistych. Najbardziej znanym zastosowaniem jest zastosowanie sorbentów do zbierania oleju z powierzchni wody, na przykład podczas przypadkowego wycieku oleju. Najlepiej sprawdzają się materiały z PP, a przede wszystkim odpady poprodukcyjne przy wytwarzaniu włókniny PP. Ten segment rynku stanowi ciekawą alternatywę zagospodarowania odpadów włóknin PP, np. odciętych brzegów, rozbiegów, czy włóknin uszkodzonych w trakcie produkcji.
Produkty sanitarne
Produkty melt-blown są stosowane w dwóch rodzajach produktów ochrony sanitarnej: kobiecej podpasce higienicznej oraz jednorazowych produktach chłonnych dla dorosłych przy nietrzymaniu moczu.
Odzież
Zastosowania odzieżowe produktów melt‑blown dzielą się na trzy segmenty rynku: izolacja termiczna, jednorazowa odzież przemysłowa i podłoże do skóry syntetycznej. Zastosowania termoizolacyjne wykorzystują mikro przerwy w konstrukcji wypełnione nieruchomym powietrzem, co skutkuje doskonałą izolacją termiczną.
Kleje termotopliwe
Proces melt-blown ma szczególną cechę: może obsługiwać prawie każdy rodzaj materiału termoplastycznego. W ten sposób zadanie formułowania kleju topliwego w celu zapewnienia określonych właściwości można znacznie uprościć, stosując system rozdmuchiwania ze stopu, aby utworzyć końcową jednolitą wstęgę kleju.
Specjalności elektroniczne
Na rynku elektroniki specjalistycznej dla wstęg rozdmuchiwanych ze stopu istnieją dwa główne zastosowania. Jedna z nich jest tkaniną wyściółkową w dyskach komputerowych, a druga jako separatory baterii i jako izolacja w kondensatorach. Znaczenie pierwszego zastosowania maleje w związku z przechodzeniem na dyski SSD, natomiast rośnie rola drugiego zastosowania ze względu na skokowy wzrost produkcji baterii.
Różne zastosowania
Ciekawymi zastosowaniami w tym segmencie jest produkcja namiotów i włóknin elastomerowych, które mają taki sam wygląd jak wyroby z włókien ciągłych.
Wnioski
Na podstawie danych statystycznych dotyczących wzrostu branży produktów z filtracyjnych materiałów płaskich zawartych w przytaczanej literaturze autorzy tych publikacji przewidują się, że technika melt‑blown służąca do wytwarzania produktów włókninowych będzie jedną z najszybciej rozwijających się w branży włóknin. Przy obecnej ekspansji i zainteresowaniu nie można kwestionować, że melt‑blown jest na dobrej drodze do stania się jedną z głównych technologii włókninowych. Na horyzoncie są również postępy techniczne, które zwiększą zakres i użyteczność tej technologii. Zastosowanie specjalistycznych struktur polimerowych bez wątpienia zaoferuje nowe materiały nietkane, nieosiągalne w innych konkurencyjnych technologiach, choćby rozwój filtracji hybrydowej (filtry progresywne). Tak więc dla tej technologii prognozowana jest silna i stabilna przyszłość.
Bibliografia
- Teoria, proces, wydajność i testowanie włóknin pod redakcją Albina F. Turbaka.
- Wstęp do włóknin pod redakcją Albina F. Turbaka.
- Malkan, S., Tappi Journal, V 01.78, nr 6, s. 185-190, 1995.
- Malkan, S.R. i Wadsworth, L.C., IND JNR, nr 2, strony 21-23, 1991.
- G.S. Bhat, Y. Zhang i L.C. Wadsworth, Przetwarzanie włókniny Tappi
Konferencja, Macro Island, FL, maj, s. 61-68, 1992.
- Vasanthakumar, N., Rozprawa,
Podsumowanie
Powyższe opisy dotyczą wytwarzania włókniny, niezbędnych maszyn i urządzeń, a także sposobów ustawiania linii do produkcji. Nie zawierają uwag konkretnych o surowcu, tzn. granulatach PP oraz dodatków. Zostanie to opisane w rozdziale „Materiały – wskazania praktyczne”.
Zazwyczaj jednak każda instalacja musi zostać zapoznana pod kątem doboru właściwych ustawień.
Autorzy opracowania przeprowadzając wiele badań z użyciem różnych rodzajów surowców i dodatków, ustawiając linię do wytwarzania włókniny o żądanych parametrach, posiedli wiedzę na temat ogólnych zasad działania linii do produkcji bez WES. W chwili obecnej mogą uruchomić produkcję na nowej linii w ciągu kilku/kilkunastu dni.



